-
金属丝 编辑
 金属丝
金属丝
金属丝是金属盘条、盘园或金属棒为原材料,通过拔丝设备、退火设备等专业设备。经过多次拉拔-退火-再拉拔-再退火等工序,加工成各类不同规格和型号的丝(线)产品,这个产品就叫金属丝。
按粗细分类:粗丝、细丝、微丝、纤维丝等。
按状态分类:硬态、中硬态,软态等。
连罐拉丝机一般实用于粗拉丝,水箱拉丝机实用与中拉、细拉丝,数控微拉机适合微丝。
金属纤维丝的生产方法有传统的拉丝切断法、还有熔抽法、集束拉拔法、刮削法、切削法等。
拉拔法:单丝拉拔和集束拉拔都属于拉拔法,单丝拉拔是利用金属拔丝机,优点是精度高,但成本与效率低;集束拉拔是把许多不锈钢丝组装起来进行连续多股的拉拔,现今世界上大规模生产高强超细金属纤维高端产品的生产企业大都采用集束拉拔法。
切削法:切削法主要包括:铣削法、车削法、剪削法、刮削法等。就是通过设备或特殊设备进行机械切削成金属纤维。
熔束法:熔束法是较早生产不锈钢纤维的生产方法,主要包括:坩埚熔束法抽丝法、悬滴熔束法抽丝法、熔融抽丝法。熔束法的原理就是将不锈钢丝加热到熔融状态,再通过特殊装置将熔融金属液体喷射或甩出后冷却形成的金属纤维。
拉拔过程的变形指数
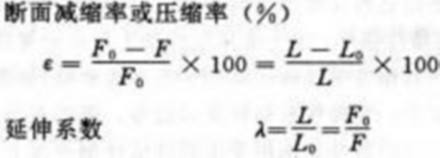
拉拔变形的主要指数计算公式
金属丝在拉拔过程中横断面减小长度增加,拉拔前、后的金属丝的横断面积和长度分别以F。、F及L。、L表示。拉拔变形的主要指数按下式计算:实现拉拔过程的条件
在拉拔过程中,作用于出模口处被拉拔金属丝单位横断面积上的拉拔力的拉拔应力σ1。为了使金属在模孔内发生塑性变形,拉拔应力σ1必须大于模孔内变形区中金属的变形抗力σT;而为了防止金属丝出模孔后继续变形被拉细或拉断从而破坏稳定的拉拔过程,拉拔应力σ1必须小于出模孔后的被拉拔金属丝的屈服极限σs,因此实现拉拔过程的条件通常表示为:σT<σ1<σs。把以与们的比值K称为拉拔过程的安全系数。
经受了冷拉拔的金属丝产生明显的变形硬化,它的屈服极限σs值接近其强度极限σb,在生产中常用σb值代替σs,因此实现拉拔过程的条件也可以表示为σT<σ1<σs;拉拔过程的安全系数K也可用σb与σ1的比值表示。
拉拔过程的安全系数K值一般在1.40~2.0间,K<1.40表示拉拔应力σ1过大,出模孔后的金属丝可能继续变形出现拉细或拉断现象,拉拔过程不稳定;K>2.0说明拉拔应力σ1较小,道次拉拔变形量过小,拉拔道次增多。在拉拔丝径小于0.05mm的超细金属丝时,穿模困难,为了提高拉拔过程的稳定性、减少拉断及穿模次数、提高拉拔生产效率,可采用安全系数K值大于2.0。
金属丝拉拔种类
按拉拔时金属的温度分,在再结晶温度以下的拉拔是冷拔,在再结晶温度以上的拉拔是热拔。
在高于室温低于再结晶温度的拉拔是温拔。冷拔是金属丝、线生产中应用最普遍的拉拔方式。热拔时,金属丝进入模孔前要加热,主要用于高熔点金属如钨、钼等金属丝的拉拔。温拔时,金属丝也需要通过加热器加热到指定范围的温度才进入模孔进行拉拔,主要用于锌丝、难变形的合金丝如高速钢丝、轴承钢丝的拉拔。按拉拔过程中金属丝同时通过的模子数分,只通过一个模子的拉拔是单道次拉拔,依次连续通过若干(2~25)个模子的拉拔是多道次连续拉拔。单道次拉拔的线速低,生产力及劳动生产率低,常用于大丝径、低塑性及异形丝、线的拉拔。多道次拉拔的线速高,机械化自动化程度高,生产力及劳动生产率高,是金属丝、线生产的主要方式。它又分非滑动式连续拉拔及滑动式连续拉拔。
按拉拔时采用的润滑剂状态分,使用液态润滑剂的是湿拉拔,使用固态润滑剂的是干拉拔。
按拉拔金属丝的断面形状分,有圆形丝拉拔及异形丝拉拔。
按作用于被拉拔金属丝上的拉力分,有正拉力拉拔及反拉力拉拔。还有特种拉拔,如辊模拉拔等。
1、本站所有文本、信息、视频文件等,仅代表本站观点或作者本人观点,请网友谨慎参考使用。
2、本站信息均为作者提供和网友推荐收集整理而来,仅供学习和研究使用。
3、对任何由于使用本站内容而引起的诉讼、纠纷,本站不承担任何责任。
4、如有侵犯你版权的,请来信(邮箱:baike52199@gmail.com)指出,核实后,本站将立即删除。




























